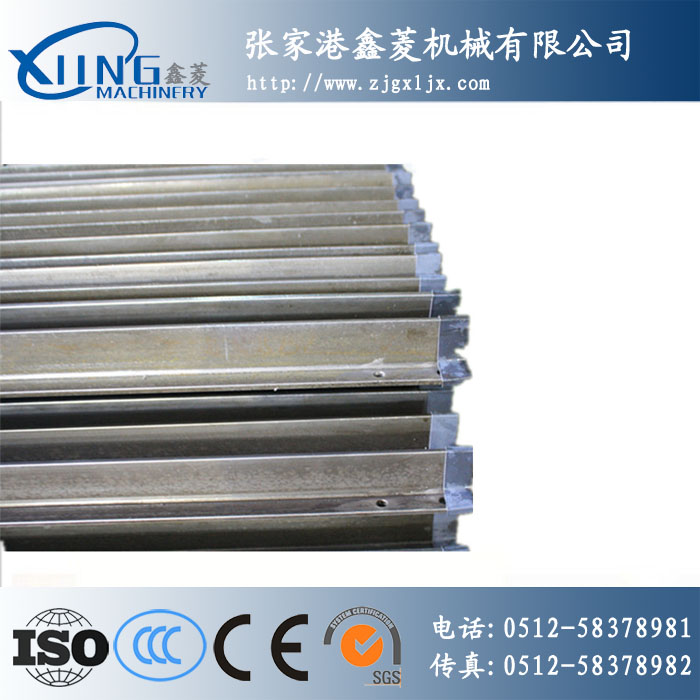
1、空心导轨生产工艺
空心导轨的生产工艺中,关键的工序是轧制(即冷弯),但在轧制之前有一项必不可少的准备工作——装模。安装空心导轨专用滚压模具,从第一道模具至最后一道模具纵向直线度总偏差不能超过0.2mm,每道模具的横向水平偏差不能超过0.05mm。模具装好后,卷板进入滚压模具组,经过多道模具逐步冷弯成形到所需形状尺寸。从滚压机组出来的导轨进入带定尺的跟踪切割机进行锯长,一般导轨长度是5000±3mm。下一步是在装有空心导轨冲孔模具的冲床上加工导轨两端的连接孔。冲孔时首先去除切割时的毛刺,然后用量规测量两端导向尺寸,并矫正切割变形。冲孔后外协镀锌。镀锌之后根据客户要求进行包装或聚氨脂发泡后包装,但包装之前要矫扭矫直,达到图纸要求。生产工艺流程如下:
板材开剪(外协)—>轧制—>锯长—>冲孔(去毛刺)—>镀锌(外协)—>(发泡)—>矫扭矫直—>包装
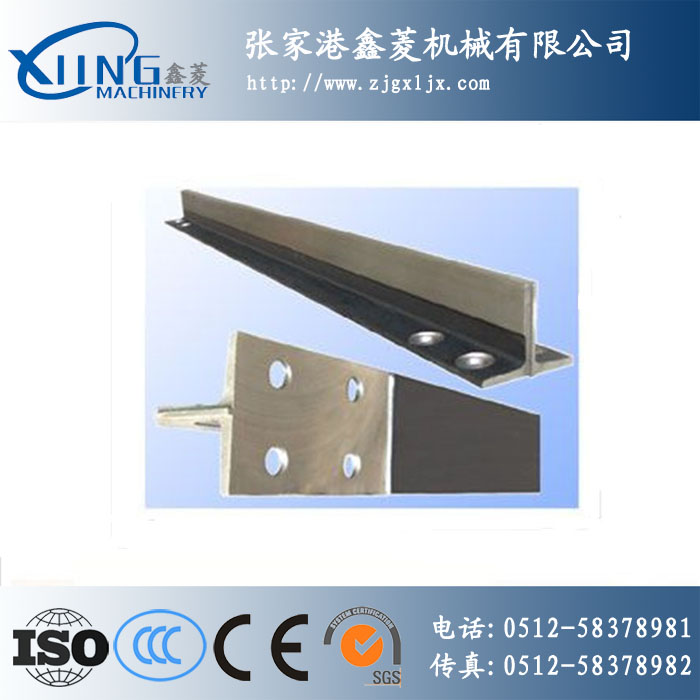
2、扶梯导轨生产工艺
扶梯导轨生产工艺和空心导轨基本相同,只是每个型号的扶梯导轨都有专用模具。生产工艺流程如下:
板材开剪(外协)—>轧制—>锯长—>(碰焊)—>镀锌(外协)—>矫扭矫直—>包装
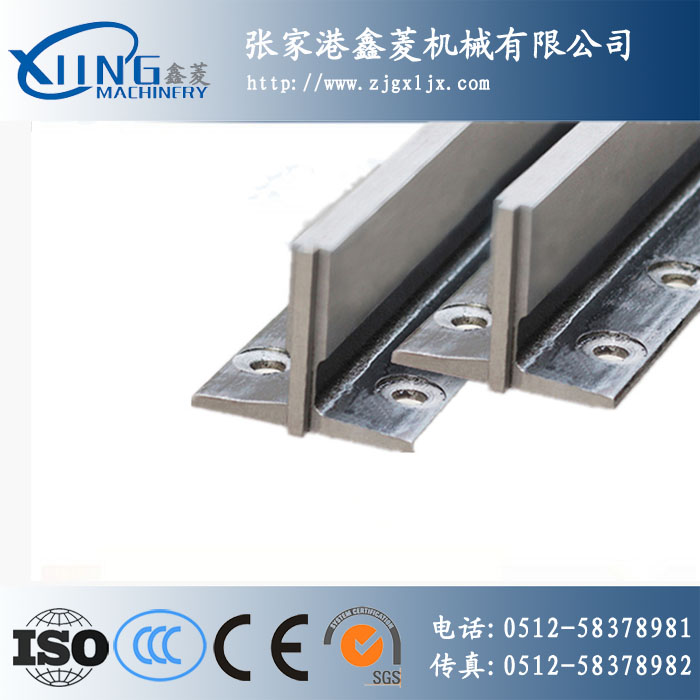
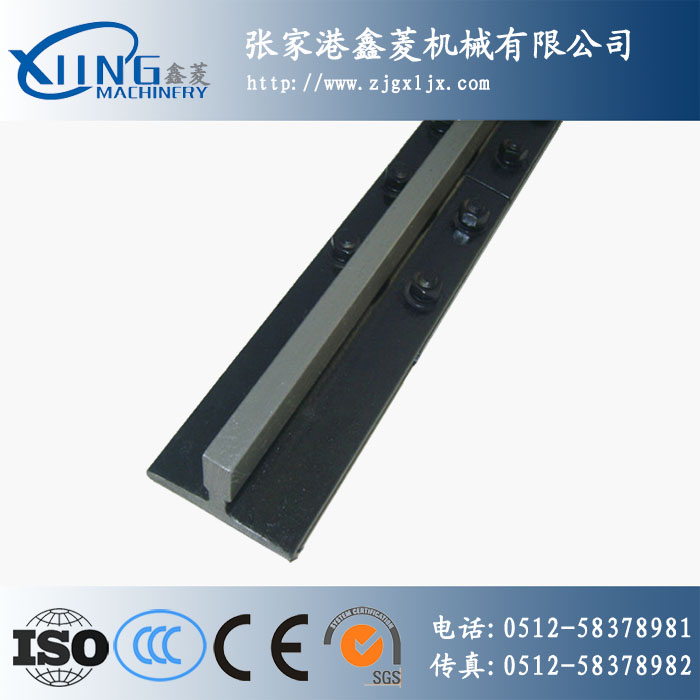
3、实心导轨生产工艺
实心导轨的生产主要是金属切削加工,首先是去除型材内的残余应力,一般采用自然时效处理。自然时效处理后型材表面会有一层锈,所以下一步要用喷丸机进行型材除锈。导向面加工设备对型材的直线度和扭曲度有一定的要求,所以在导向面加工前要先对导轨进行粗矫。然后放在导轨专用龙门刨床、铣床或高速拉床上进行导向面加工。下一步再以加工合格的导向面为定位基准加工导轨两端部,包括大背面铣削、阴阳榫加工、钻孔、锪孔。然后进行精矫并检测,合格后根据客户要求涂漆、包装。生产工艺流程如下:
型材堆放(时效处理)—>型材除锈—>粗整(矫直、矫扭)—>导向面加工(刨加工、三面铣三面磨加工、高速拉削加工)—>端部加工(大背面铣削—>阳榫加工—>阴榫加工—>钻孔—>锪孔)—>精整(矫直、矫扭)—>涂漆(清洗—>非加工面涂漆—>加工面涂防锈油—>导向面贴膜—>两端装保护套)—>包装